Interview – Reiichiro Yoshida, Collect Co.
Japanese denim is known to have one of the best denim qualities on this planet. Their attention going into every detail is commendable. Since they started producing denim, they lifted the process of making denim to a whole different level.
Collect Co. is part of the Japan Blue Company which is also the founder of popular brands like Momotaro Jeans, Japan Blue and Soullive. Since their establishment in 1992, the Japan Blue Company evolved from just a denim mill into a leading denim company. Nowadays, Collect Co. is one of the major selvedge denim mills on earth and fabric supplier to hundreds of denim brands worldwide.
Lately, we spoke with Reiichiro Yoshida a.k.a. Ray, the man responsible for the sales at Collect Co., about the ins and outs of his company. During our conversation, Ray revealed some cool facts about the way things work at collect and he explained some technical details about making denim.
Robin Denim: Japanese selvedge denim is considered to be the Rolls Royce of the denim industry, how do you manage to keep up with that position?
Reiichiro Yoshida: Haha, the Rolls Royce in the denim industry!? I never thought that Japanese denim is considered to be the Rolls Royce. But it makes me very glad to hear that’s what you think Japanese denim is. Since our start, we tried to improve ourselves with the old shuttle looms. We strive to produce the highest quality of denim possible.
Robin Denim: What are the major differences between Japanese denim and denim from other countries?
Reiichiro Yoshida: The major difference between Japanese denim and denim from other countries is experience. In the past few decades we’ve embraced denim and we try to produce the best quality we can. Over the years, our technicians trained themselves to keep the old shuttle looms in the best condition. The perfect condition of the shuttle looms have a large impact on the quality of our denim. Another stronghold of our denim is the rope dye system. This type of dying results in very dark blue denim with an incredible fade potential.
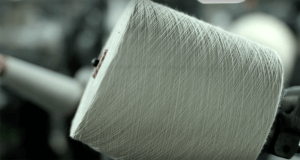
Photo courtesy of Momotaro Jeans
Robin Denim: Nowadays, we see an important increase in the use of cotton mixed with elastane being integrated into raw denim, what do you guys think of that? (stretch denim)
Reiichiro Yoshida: Stretch denim has gained a lot in popularity in the last few years. The incredibly soft feel and comfort is what the market asks for these days. We, Collect, produce a lot of stretch denim to respond to the markets’ demands.
Robin Denim:What kinds of future developments do you expect when it comes to selvedge denim?
Reiichiro Yoshida: Selvedge denim is woven on old shuttle looms that are no longer made. That’s why it is so important that our technicians keep them in a perfect condition. Because we work with old shuttle looms, we cannot work with high-tech developments. Modern looms have a lot more options when it comes to new kinds of denim, but these looms cannot create the characteristic denim we make. Every time we develop a new kind of denim, we consider how to produce it exclusively on our old shuttle looms.
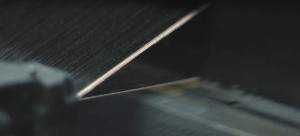
Photo courtesy of Momotaro Jeans
Robin Denim: How many meters of fabric does Collect produce each year? What percentage of that is selvedge denim?
Reiichiro Yoshida: We produce between 800.000 – 1.000.000 meters of fabric a year. This seems like a lot, but there are so many mills creating much more. 70% of all our production is selvedge denim.
Robin Denim: What are Collect.Co’s special denim signatures?
Reiichiro Yoshida: The main signature of Collect is the Zimbabwean cotton. We work with this type of cotton because it is so much stronger than cotton from other countries. Cotton from Zimbabwe increases the durability of the fabric, which results in longer wear and heavier fades.
Another signature of our denim is the low tension woven fabric. The low tension fabric increases comfort even with heavyweight fabrics. Besides, low tension woven denim, will result in beautiful, high contrast fades.
Robin Denim: Collect works together with many small Japanese Denim mills. What kind of mills are these? And how do the collaborations look like?
Reiichiro Yoshida: There are so many mills in Japan with years of experience in producing selvedge denim. Many of those mills are very small and weave just a small amount of very high quality denim. All those factories have their own qualities and specialties. We, Collect Co., have are very large network when it comes to brands, suppliers and buyers. We work together with these small factories and we choose the best fabrics which we can use.
Besides buying their fabrics we always keep in touch with those mills to develop new fabrics and to improve our quality. We exchange our ideas with the other mills to produce better fabrics.

Photo courtesy of Momotaro Jeans
Robin Denim: When a denim brand wants to develop its own selvedge denim fabric, what is the minimum amount? Why is there a minimum amount?
Reiichiro Yoshida: The minimum quantity of a custom selvedge ID depends on many things. The minimum quantity is based on the rope dyed quantity and the weight of the fabric. Also the size of the yarn affects the minimum quantity. To give you an indication:
The minimum quantity of 14 oz. selvedge denim is, more or less, 2500 meters. For Selvedge chambray from around 5 or 6 oz. the minimum amount is 3000 meters. So the minimum depends on the wishes of the brands.
Robin Denim: Zimbabwean cotton is known to be the best in terms of quality. Why is it the best cotton in the world? Do you make denim from pure Zimbabwean cotton? Or do you blend it?
Reiichiro Yoshida: The cotton we use is hand harvested and hand cropped. The cotton fibers have a long staple and a very high degree of whiteness. Because of the long staple the cotton has a very flexible texture and is particularly suitable for dress shirts. Due to this flexibility our jeans, even heavyweight denim, are still very comfortable to wear. Zimbabwean cotton is also known for its beautiful deep blue color when its dyed in indigo.
The are many other high quality long staple cotton variants like, Supima and Giza, but we decided to use 100% Zimbabwean cotton.
Robin Denim: About the in-house indigo dying, what kind of techniques do you use? Can you describe the dyeing process?
Reiichiro Yoshida: Basically we use three different techniques of indigo dying, namely; Rope dye, Corn dye ( also known as package dye ) and hunk dye.
With Rope Dye we make big ropes and dip it into indigo dyed stuff vats and have it up for oxidation. We repeat this process a few times to get the indigo attached to the yarn.
With the rope dye technique, the indigo dye will fasten to the outside of the yarn and will slightly soak the inside of the yarn. The core of the yarn will remain white, which will result in characteristic abrasion.
When we use the Corn Dye technique, we make small packages of rolled up yarns and put them into the packaged dye machine. Corn dye will soak the outside as well as the inside of the yarn.
The third technique, hunk dye, means that the fabric is dyed by hand.
Photo courtesy of Momotaro Jeans



